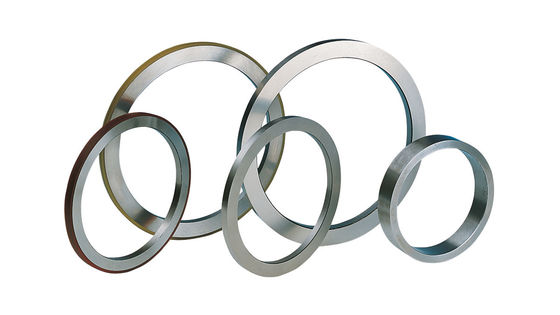
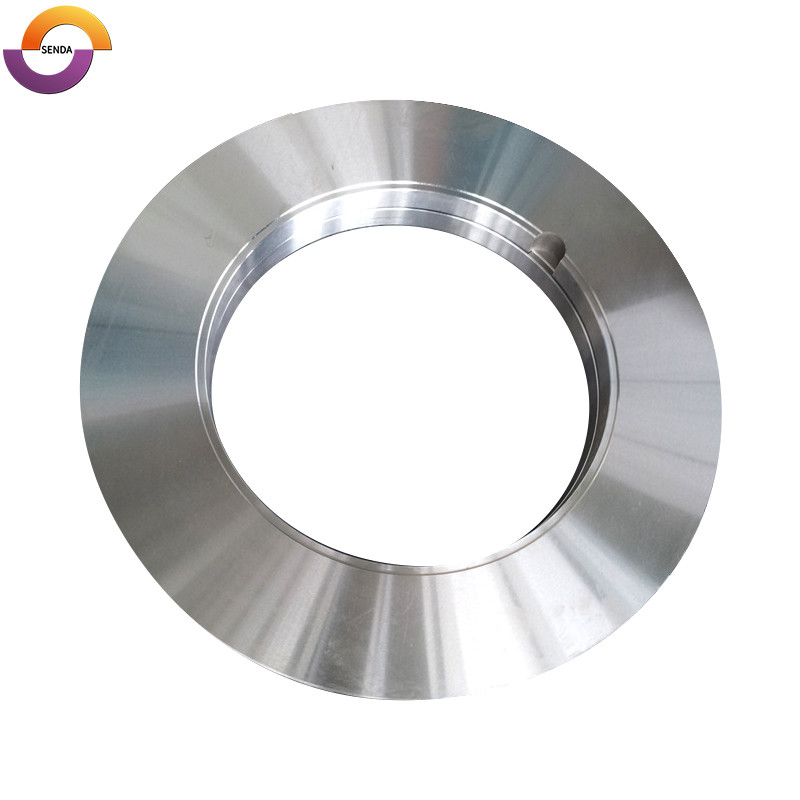
Οι περιστροφικές λεπίδες κοπής SENDA έχουν σχεδιαστεί για τη διαμήκη κοπή σε ρόλους, φύλλων και λωρίδων από κρύο χάλυβα θερμής έλασης. Οι λεπίδες είναι τοποθετημένες στις άνω και κάτω ράβδους μιας γραμμής σχισμής. Το ελεγχόμενο οριζόντιο διάκενο και η επικάλυψη λεπίδας χρησιμοποιούνται για τη συνεχή διάτμηση ενός φαρδιού χαλύβδινου πηνίου σε στενότερες λωρίδες.
Οι λεπίδες μπορούν να προσαρμοστούν σύμφωνα με τεχνικά σχέδια, υπάρχουσες διαστάσεις λεπίδων ή φυσικά δείγματα. Το υλικό λεπίδας, η σκληρότητα, η ακρίβεια διαστάσεων και τα εργαλεία στήριξης επιλέγονται σύμφωνα με το πάχος του χάλυβα θερμής έλασης, την αντοχή σε εφελκυσμό, την ταχύτητα κοπής, τις συνθήκες της μηχανής και τα τρέχοντα προβλήματα κοπής.
Κύρια Προδιαγραφές Προϊόντος
|
Παράμετρος
|
Προσδιορισμός
|
| Όνομα προϊόντος |
Περιστροφικές λεπίδες Slitter |
| Άλλα ονόματα |
Λεπίδες κοπής πηνίου, κυκλικά μαχαίρια κοπής, περιστροφικές λεπίδες ψαλιδιού |
| Εφαρμογή |
Διαμήκης σχισμή σε ρόλους, φύλλα και ταινίες από χάλυβα θερμής έλασης |
| Πάχος κοπής |
0,1–24 χλστ |
| Διαθέσιμα Υλικά |
LS7, LS6, LS13, SKD11, HSS, SD-51, SD-56, D2, Cr12MoV |
| Εργαλείο-Σκληρότητα χάλυβα |
HRC 62–64 για τις ισχύουσες προδιαγραφές χάλυβα εργαλείων |
| Μέγιστη εξωτερική διάμετρος |
600 χλστ |
| Παράδειγμα Μέγεθος |
6.000″ OD × 3.000″ ID × 0,375″ T |
| Ανοχή εσωτερικής διαμέτρου |
+0,02 χλστ |
| Ομοκεντρικότητα |
≤0,02 χλστ |
| Ανοχή πάχους |
Έως ±0,001 mm, ανάλογα με τη διάμετρο της λεπίδας |
| Τυπική τραχύτητα επιφάνειας |
Ra 0,2 μm |
| Γυαλισμένη τραχύτητα επιφάνειας |
Έως και 0,1 μm Ra για τα κατάλληλα μεγέθη |
| Ταχύτητα αναφοράς βιομηχανίας με λεπτό μετρητή |
Έως περίπου 305 m/min |
| Προσαρμογή |
Σύμφωνα με σχέδια, διαστάσεις ή δείγματα |
| MOQ |
2 τεμάχια |
| Χρόνος Παράδοσης |
30-35 ημέρες |
Το αναφερόμενο μέγεθος παραδείγματος δεν είναι μια σταθερή τυπική προδιαγραφή. Το τελικό OD, ID, πάχος, υλικό, σκληρότητα και ανοχές κατασκευάζονται σύμφωνα με το εγκεκριμένο σχέδιο και τις πραγματικές συνθήκες σχισμής.
Εφαρμογές για σχίσιμο χάλυβα θερμής έλασης
Αυτές οι περιστροφικές λεπίδες κοπής χρησιμοποιούνται κυρίως σε:
- Χαλύβδινο πηνίο θερμής έλασης
- Σχισμές λαμαρίνας θερμής έλασης
- Παραγωγή στενών λωρίδων θερμής έλασης
- Κέντρα επεξεργασίας πηνίων χάλυβα
- Κέντρα σέρβις χάλυβα
- Κόψιμο άκρων φύλλου θερμής έλασης
- Συνεχείς γραμμές κοπής πολλαπλών μαχαιριών
Αυτό το προϊόν προορίζεται για χάλυβα θερμής έλασης που έχει ολοκληρώσει τη διαδικασία έλασης και έχει ψυχθεί. Δεν προορίζεται για κοπή χάλυβα με θερμό καυτό, διάτμηση θερμής πτήσης ή εργασίες κοπής σε μήκος σε υψηλή θερμοκρασία σε γραμμή θερμής έλασης.
Συνήθη προβλήματα στη σχισμή χάλυβα θερμής έλασης
Το πάχος του χάλυβα θερμής έλασης, η αντοχή, η κλίμακα επιφάνειας και το φορτίο κοπής επηρεάζουν την επιλογή του υλικού της λεπίδας, τη σκληρότητα και τις παραμέτρους εργαλείων. Η εσφαλμένη διαμόρφωση λεπίδας ή εργαλείου μπορεί να έχει ως αποτέλεσμα:
|
Κοινό Πρόβλημα
|
Τυπικό αποτέλεσμα
|
| Υπερβολικό Burrs |
Συνεχείς ή εντοπισμένες γρέζες κατά μήκος της ακμής της σχισμής |
| Παραμόρφωση άκρων |
Ελασμένες, συμπιεσμένες ή παραμορφωμένες άκρες λωρίδων |
| Λεπίδα Chipping |
Τοπικά τσιπ, μικρορωγμές ή ζημιά στα άκρα |
| Γρήγορη φθορά λεπίδων |
Γρήγορη θαμπάδα των άκρων και συχνότερη επαναλείανση |
| Ανώμαλη φθορά λεπίδων |
Διαφορετικά ποσοστά φθοράς μεταξύ άνω, κάτω ή γειτονικών λεπίδων |
| Παραλλαγή πλάτους |
Παραλλαγή διαστάσεων στις έτοιμες λωρίδες |
| Μπλοκάρισμα μαχαιριού |
Παρεμβολές κατά την εγκατάσταση ή τη λειτουργία της λεπίδας |
| Ασταθής απογύμνωση |
Δυσκολία καθοδήγησης ή διαχωρισμού των λωρίδων σχισμής |
Αυτά τα προβλήματα δεν προκαλούνται πάντα μόνο από το υλικό της λεπίδας. Το οριζόντιο διάκενο, η ακρίβεια κοπής, ο παραλληλισμός της λεπίδας, η συσσώρευση διαχωριστή, η κατάσταση εγκατάστασης και η διαμόρφωση απογύμνωσης μπορεί επίσης να επηρεάσουν το αποτέλεσμα κοπής.
Γιατί εμφανίζονται γρέζια και μη φυσιολογικά αποτελέσματα σχισμής
Διαφορετικά αποτελέσματα σχισμών μπορεί να υποδεικνύουν διαφορετικές περιοχές που πρέπει να ελεγχθούν.
|
Αποτέλεσμα κοπής
|
Διεύθυνση Επιθεώρησης
|
| Εντελώς ακανόνιστα γρέζια σε όλες τις λωρίδες |
Ελέγξτε την ακρίβεια του κοπτικού μηχανήματος και του πλήρους σετ εργαλείων |
| Οι μονές ή ζυγές λωρίδες δεν μπορούν να διαχωριστούν πλήρως |
Ελέγξτε την ευθυγράμμιση των ώμων και το διάκενο του πρώτου ζεύγους λεπίδων |
| Στην ίδια πλευρά των λωρίδων εμφανίζονται κανονικά γρέζια |
Ελέγξτε τη θέση απογύμνωσης, τον ώμο διαχωριστή και το αρχικό διάκενο |
| Συνεχή γρέζια σε όλο το μήκος της λωρίδας |
Ελέγξτε τη διαρροή της κληματαριάς και τον παραλληλισμό της λεπίδας |
| Ορισμένες λωρίδες είναι αποδεκτές ενώ άλλες παραμένουν ελαττωματικές |
Ελέγξτε το συσσωρευμένο σφάλμα λεπίδας και την κατάσταση της επιφάνειας της λεπίδας |
| Τακτικά υπερβολικά γρέζια και στις δύο πλευρές όλων των λωρίδων |
Το οριζόντιο διάκενο μπορεί να είναι πολύ μεγάλο |
| Τακτική συμπίεση και στις δύο πλευρές όλων των λωρίδων |
Το οριζόντιο διάκενο μπορεί να είναι πολύ μικρό |
Επομένως, τα προβλήματα σχισμής από χάλυβα θερμής έλασης θα πρέπει να αξιολογούνται ελέγχοντας τις λεπίδες, τις κληματαριές, τους αποστάτες, το διάκενο και την κατάσταση εγκατάστασης μαζί, αντί να αυξάνετε απλώς τη σκληρότητα των λεπίδων.
Υλικά λεπίδων για διαφορετικά πάχη χάλυβα θερμής έλασης
Η SENDA επιλέγει υλικά λεπίδων σύμφωνα με το πάχος του χάλυβα θερμής έλασης, την αντοχή σε εφελκυσμό, την κατάσταση της επιφάνειας και τις πραγματικές απαιτήσεις σχισμής.
|
Πάχος χάλυβα θερμής έλασης
|
Διαθέσιμα υλικά λεπίδων
|
| <3,0 χλστ |
LS7, LS6, SKD11, HSS, SD-51, SD-56, D2, Cr12MoV |
| 3,0–6,0 mm |
LS7, LS6, LS13, SKD11, HSS, SD-51, SD-56, D2, Cr12MoV |
| >6,0 χλστ |
LS7, LS13, SKD11, HSS, SD-51, SD-56, D2, Cr12MoV |
LS7, LS6 και LS13
Τα LS7, LS6 και LS13 επιλέγονται σύμφωνα με το εύρος πάχους χάλυβα θερμής έλασης:
- Το LS7 μπορεί να χρησιμοποιηθεί στις τρεις κύριες περιοχές πάχους.
- Το LS6 χρησιμοποιείται κυρίως για χάλυβα θερμής έλασης κάτω από 6,0 mm.
- Το LS13 χρησιμοποιείται κυρίως για χάλυβα θερμής έλασης άνω των 3,0 mm.
SKD11, D2 και Cr12MoV
Τα SKD11, D2 και Cr12MoV είναι κατηγορίες υλικών από χάλυβα εργαλείων που μπορούν να χρησιμοποιηθούν για διαφορετικά πάχη χάλυβα θερμής έλασης. Η τελική επιλογή εξαρτάται από την αντοχή της λωρίδας, την κλίμακα επιφάνειας, το φορτίο κοπής, την ταχύτητα κοπής και τον κίνδυνο κοπής.
HSS
Το HSS διατίθεται ως κατηγορία υλικών χάλυβα υψηλής ταχύτητας για διαφορετικές περιοχές πάχους. Ο συγκεκριμένος βαθμός HSS επιλέγεται σύμφωνα με τις πραγματικές συνθήκες σχισμής.
SD-51 και SD-56
Τα SD-51 και SD-56 μπορούν να χρησιμοποιηθούν για εφαρμογές ψυχρής και θερμής έλασης. Η τελική επιλογή εξακολουθεί να εξαρτάται από το πάχος της λωρίδας, την αντοχή και τις παραμέτρους του μηχανήματος.
Ισορροπία σκληρότητας και σκληρότητας λεπίδας
Το HRC 62–64 είναι διαθέσιμο για τις ισχύουσες προδιαγραφές λεπίδων εργαλείου-χάλυβα, αλλά αυτό το εύρος σκληρότητας δεν πρέπει να εφαρμόζεται ομοιόμορφα σε κάθε υλικό λεπίδας.
Η τελική σκληρότητα εξαρτάται από:
- Υλικό λεπίδας
- Πάχος χάλυβα θερμής έλασης
- Αντοχή σε εφελκυσμό
- Κατάσταση κλίμακας επιφάνειας
- Λεπίδα OD και πάχος
- Ταχύτητα κοπής
- Φορτίο αιχμής
- Κίνδυνος τσιπ
Η υψηλότερη σκληρότητα μπορεί να υποστηρίξει τη συγκράτηση των άκρων και τον έλεγχο της φθοράς, αλλά η σκληρότητα της λεπίδας πρέπει επίσης να λαμβάνεται υπόψη για παχύτερες λωρίδες, υψηλότερα φορτία κοπής ή συνθήκες πρόσκρουσης.
Επομένως, οι παράμετροι υλικού λεπίδας και θερμικής επεξεργασίας θα πρέπει να επιλέγονται σύμφωνα με τη συγκεκριμένη εφαρμογή κοπής. Το HRC 62–64 δεν είναι μια καθολική προδιαγραφή σκληρότητας για όλες τις λεπίδες κοπής χάλυβα θερμής έλασης.
Ανοχή πάχους λεπίδας και παραλληλισμός
Η ακρίβεια της λεπίδας αλλάζει με την εξωτερική διάμετρο. Η ανοχή πάχους ±0,001 mm δεν πρέπει να παρουσιάζεται ως καθολική ανοχή για όλα τα μεγέθη λεπίδων.
|
Εξωτερική διάμετρος λεπίδας
|
Ανοχή πάχους
|
Παραλληλισμός
|
| ≤250 χλστ |
±0,001 χλστ |
0,002 χλστ |
| ≤340 χλστ |
±0,001 χλστ |
0,002 χλστ |
| ≤420 χλστ |
±0,001 χλστ |
0,002 χλστ |
| ≤550 χλστ |
±0,003 χλστ |
0,002 χλστ |
| ≤600 χλστ |
±0,005 χλστ |
0,005 χλστ |
Σε ένα σύστημα κοπής πολλαπλών μαχαιριών, ενδέχεται να συσσωρευτούν σφάλματα διαστάσεων από μεμονωμένες λεπίδες και αποστάτες. Επομένως, η πλήρης στοίβα εργαλείων θα πρέπει να ελέγχεται επιπλέον του πάχους κάθε μεμονωμένης λεπίδας.
Επιπεδότητα λεπίδας κατά διάμετρο και πάχος
Η επιπεδότητα της λεπίδας εξαρτάται τόσο από την εξωτερική διάμετρο όσο και από το πάχος της λεπίδας.
|
Εξωτερική διάμετρος λεπίδας
|
Πάχος ≤1 mm
|
Πάχος 1–2 mm
|
Πάχος 2–5 mm
|
Πάχος>5 mm
|
| ≤250 χλστ |
0,02 χλστ |
0,005 χλστ |
0,002 χλστ |
0,002 χλστ |
| ≤340 χλστ |
0,03 χλστ |
0,01 χλστ |
0,005 χλστ |
0,002 χλστ |
| ≤420 χλστ |
0,04 χλστ |
0,02 χλστ |
0,01 χλστ |
0,002 χλστ |
| ≤550 χλστ |
— |
— |
0,02 χλστ |
0,005 χλστ |
| ≤600 χλστ |
— |
— |
— |
0,01 χλστ |
Η κατάλληλη επιπεδότητα και παραλληλισμός βοηθούν στον έλεγχο της επαφής της λεπίδας, του τοπικού φορτίου κοπής, της ανομοιόμορφης φθοράς και της διακύμανσης των τελειωμένων άκρων της σχισμής.
Τραχύτητα επιφάνειας και φινίρισμα
Η τυπική τραχύτητα επιφάνειας λεπίδας είναι Ra 0,2 μm. Για εφαρμόσιμα μεγέθη ακριβείας, η τραχύτητα της γυαλισμένης επιφάνειας μπορεί να φτάσει το Ra 0,1 μm.
|
Παράμετρος Επιφάνειας
|
Προσδιορισμός
|
| Τυπική τραχύτητα επιφάνειας |
Ra 0,2 μm |
| Γυαλισμένη τραχύτητα επιφάνειας |
Ra 0,1 μm |
| Κύριο εύρος εφαρμογής για Ra 0,1 μm |
Αντίστοιχα μεγέθη λεπίδων με OD ≤420 mm |
| Φινίρισμα επιφάνειας |
Αλεσμένο, περιτυλιγμένο και γυαλισμένο |
Ο αρχικός όρος "Στρογγυλότητα Επιφάνειας: Ra 0,1 μm" θα πρέπει να διορθωθεί σε "Ταχύτητα επιφάνειας", επειδή το Ra αναφέρεται στην τραχύτητα της επιφάνειας και όχι στην στρογγυλότητα.
Αναφορά οριζόντιας κάθαρσης λεπίδας
Το οριζόντιο διάκενο λεπίδας επιλέγεται αρχικά σύμφωνα με το πάχος της λωρίδας και την αντοχή σε εφελκυσμό.
|
Αντοχή υλικού και εφελκυσμού
|
Οριζόντια κάθαρση ως ποσοστό πάχους λωρίδας
|
| Μαλακό αλουμίνιο, χαλκός και ορείχαλκος, ≤100 MPa |
3%-5% |
| Μαλακός χάλυβας, κράμα χαλκού και σκληρό αλουμίνιο, ≤240 MPa |
Περίπου 10% |
| Μέτριας σκληρότητας χάλυβας και μαλακός ανοξείδωτος χάλυβας, περίπου 420–620 MPa |
Περίπου 12%-15% |
| Ανοξείδωτος χάλυβας και χάλυβας υψηλής κραματοποίησης, περίπου 700–1310 MPa |
Περίπου 15%-25% |
Για τον χάλυβα θερμής έλασης, οι κύριες περιοχές αναφοράς είναι:
- Μαλακότερος χάλυβας θερμής έλασης με αντοχή σε εφελκυσμό ≤240 MPa: αρχικό διάκενο περίπου 10% του πάχους της λωρίδας.
- Μέτριας αντοχής χάλυβας θερμής έλασης με αντοχή εφελκυσμού περίπου 420–620 MPa: αρχικό διάκενο περίπου 12%–15% του πάχους της λωρίδας.
Αυτές οι τιμές είναι αναφορές αρχικής ρύθμισης. Το τελικό διάκενο πρέπει να ρυθμίζεται σύμφωνα με την πραγματική ποιότητα χάλυβα, το πάχος, την κατάσταση αιχμής, την ακρίβεια της μηχανής και το απαιτούμενο προφίλ κοπής.
Η υπερβολική κάθαρση μπορεί να οδηγήσει σε κανονικό σχηματισμό γρεζιών. Το ανεπαρκές διάκενο μπορεί να αυξήσει τη συμπίεση του υλικού, το φορτίο αιχμής ή την ανώμαλη φθορά.
Πώς λειτουργούν οι περιστροφικές λεπίδες κοπής
Αφού το πηνίο από χάλυβα θερμής έλασης εισέλθει στη γραμμή κοπής, οι άνω και κάτω περιστροφικές λεπίδες τοποθετούνται στις αντίστοιχες κληματαριές τους. Οι λεπίδες, οι αποστάτες και οι ροδέλες είναι διατεταγμένες σύμφωνα με τα απαιτούμενα πλάτη λωρίδων.
Η διαδικασία κοπής περιλαμβάνει:
- Το πηνίο από χάλυβα θερμής έλασης εισέρχεται στη γραμμή κοπής.
- Οι περιστροφικές λεπίδες είναι διατεταγμένες στις άνω και κάτω κληματαριές σύμφωνα με τα πλάτη στόχου.
- Οι χαλύβδινοι αποστάτες ελέγχουν τις θέσεις των λεπίδων και τα πλάτη των τελικών λωρίδων.
- Τα πτερύγια χρησιμοποιούνται για τη ρύθμιση των θέσεων των λεπίδων και την οριζόντια απόσταση.
- Οι άνω και κάτω λεπίδες σχηματίζουν το απαιτούμενο οριζόντιο διάκενο και επικαλύπτονται.
- Το χαλύβδινο πηνίο κουρεύεται συνεχώς καθώς περνά μέσα από τις άκρες της λεπίδας.
- Οι ελαστικοί δακτύλιοι και οι δακτύλιοι απογύμνωσης υποστηρίζουν το κράτημα, την καθοδήγηση και την αφαίρεση λωρίδων.
- Οι σχισμές συνεχίζουν να υποχωρούν ή να επεξεργάζονται κατάντη.
Η ποιότητα κοπής εξαρτάται όχι μόνο από την ευκρίνεια της λεπίδας, αλλά και από την κατάσταση της κληματαριάς, την ακρίβεια της λεπίδας, τη ρύθμιση της απόστασης και τις συσσωρευμένες διαστάσεις της πλήρους στοίβας εργαλείων.
Ολοκληρωμένο Εργαλείο για Γραμμές Σχισίματος από Χάλυβα θερμής Έλασης
Η SENDA μπορεί να διαμορφώσει τις λεπίδες και τα εργαλεία στήριξης σύμφωνα με τη μηχανή κοπής, τα πλάτη των λωρίδων στόχου και τη δομή στοίβας εργαλείων.
|
Εξάρτημα εργαλείων
|
Κύρια Λειτουργία
|
| Περιστροφικές λεπίδες Slitter |
Εκτελέστε συνεχή διαμήκη σχισμή |
| Χάλυβας αποστάτες |
Ελέγξτε τη θέση της λεπίδας και το τελικό πλάτος της λωρίδας |
| Shims |
Βελτιώστε τη θέση της λεπίδας και το οριζόντιο διάκενο |
| Δαχτυλίδια NBR |
Συνιστάται για υλικά θερμής έλασης για στήριξη συγκράτησης, καθοδήγησης και απογύμνωσης |
| Δαχτυλίδια PU |
Προαιρετικά για υλικά θερμής έλασης |
| Ατσάλινα δαχτυλίδια απογυμνωτή |
Πιέστε, οδηγήστε και αφαιρέστε τις στενές λωρίδες |
| Διαχωριστικά Εργαλεία |
Ξεχωρίστε και οδηγήστε τις σχισμές λωρίδες |
Για υλικά θερμής έλασης, οι δακτύλιοι NBR είναι η συνιστώμενη κατεύθυνση, ενώ οι δακτύλιοι PU μπορούν να επιλεγούν σύμφωνα με τις συνθήκες μηχανής και επιφάνειας υλικού.
Πώς να επιλέξετε περιστροφικές λεπίδες κοπής για χάλυβα θερμής έλασης
1. Επιβεβαιώστε τις παραμέτρους του χάλυβα θερμής έλασης
Παρέχετε:
- Ποιότητα χάλυβα θερμής έλασης
- Πάχος λωρίδας
- Αντοχή σε εφελκυσμό
- Επιφανειακή κατάσταση
Αυτές οι πληροφορίες χρησιμοποιούνται για τον προσδιορισμό του υλικού της λεπίδας, της σκληρότητας και της αρχικής οριζόντιας απόστασης.
2. Επιβεβαιώστε τις διαστάσεις Blade and Arbor
Παρέχετε:
- Εξωτερική διάμετρος λεπίδας
- Εσωτερική διάμετρος λεπίδας
- Πάχος λεπίδας
- Διαστάσεις κληματαριάς
- Διάτρηση και δομή εγκατάστασης
- Υπάρχον σχέδιο λεπίδας ή φυσικό δείγμα
Θα πρέπει επίσης να παρέχονται τυχόν απαιτήσεις σχεδίασης για επιπεδότητα, παραλληλισμό, ομόκεντρο, ακτίνα, λοξότμηση ή γεωμετρία αιχμής.
3. Επιβεβαιώστε τις Συνθήκες Παραγωγής
Παρέχετε:
- Ταχύτητα κοπής
- Πλάτος λωρίδας στόχου
- Μοντέλο κοπτικής μηχανής
- Διαμόρφωση εργαλείων πολλαπλών μαχαιριών
Ορισμένες γραμμές κοπής υψηλής ταχύτητας που επεξεργάζονται χάλυβα ψυχρής έλασης και θερμής έλασης περίπου 0,5–2,7 mm έχουν ταχύτητα αναφοράς της βιομηχανίας περίπου 305 m/min. Η πραγματική ταχύτητα λειτουργίας εξακολουθεί να εξαρτάται από το πάχος της λωρίδας, την αντοχή σε εφελκυσμό, τις διαστάσεις της λεπίδας και τις συνθήκες του μηχανήματος. Αυτή η ταχύτητα δεν πρέπει να εφαρμόζεται ομοιόμορφα σε ολόκληρο το εύρος πάχους 0,1–24 mm.
4. Επιβεβαιώστε το τρέχον πρόβλημα σχισμής
Οι φωτογραφίες της ακμής της σχισμής, της κοπτικής ακμής της λεπίδας και της κατάστασης φθοράς μπορούν να βοηθήσουν στην αξιολόγηση:
- Θέση και κατεύθυνση γρέζιου
- Τρίψιμο λεπίδας
- Ανώμαλη φθορά λεπίδας
- Διακύμανση πλάτους λωρίδας
- Μπλοκάρισμα μαχαιριού
- Ασταθής απογύμνωση
5. Επιβεβαιώστε τις Υποστηρικτικές Απαιτήσεις Εργαλείων
Επιβεβαιώστε εάν η παραγγελία απαιτεί:
- Χαλύβδινοι αποστάτες
- Shims
- Δακτύλιοι NBR ή PU
- Ατσάλινα δαχτυλίδια απογύμνωσης
- Εργαλεία διαχωρισμού
Από την αναθεώρηση σχεδίων έως την επιθεώρηση διαστάσεων
Οι λεπίδες κοπής από χάλυβα θερμής έλασης πρέπει να ταιριάζουν με τις υπάρχουσες κληματαριές, αποστάτες και πλήρη στοίβα εργαλείων του πελάτη. Η SENDA μπορεί να κατασκευάσει σύμφωνα με σχέδια πελατών, υπάρχουσες διαστάσεις λεπίδας ή φυσικά δείγματα. Το εγκεκριμένο σχέδιο χρησιμοποιείται ως βάση για την επιθεώρηση παραγωγής και τελικού προϊόντος.
Σχέδιο και ανασκόπηση παραμέτρων
Πριν από την παραγωγή, οι τεχνικές πληροφορίες εξετάζονται για να επιβεβαιωθούν:
- Λεπίδα OD, ID και πάχος
- Διαστάσεις προσαρμογής από διάτρηση σε κληματαριά
- Απαιτήσεις επιπεδότητας και παραλληλισμού
- Απαιτήσεις ομοκεντρικότητας
- Ακτίνα, λοξότμηση και δομή αιχμής
- Οι ανοχές διαστάσεων και τα δεδομένα επιθεώρησης φαίνονται στο σχέδιο
Το υλικό λεπίδας, η σκληρότητα και ο βαθμός ακρίβειας επιλέγονται επίσης σύμφωνα με το πάχος του χάλυβα θερμής έλασης, την αντοχή σε εφελκυσμό και τις πραγματικές συνθήκες σχισμής.

Επιθεώρηση διαστάσεων τελικής λεπίδας
Μετά την κατεργασία, οι διαστάσεις της τελικής λεπίδας και η κατάσταση της επιφάνειας ελέγχονται σύμφωνα με τις εγκεκριμένες απαιτήσεις σχεδίου και παραγγελίας. Αυτό σας βοηθά να επιβεβαιώσετε ότι οι λεπίδες ταιριάζουν με τις υπάρχουσες κληματαριές και τη διαμόρφωση εργαλείων του πελάτη.
Τα στοιχεία επιθεώρησης μπορεί να περιλαμβάνουν:
- Εξωτερική διάμετρος
- Εσωτερική διάμετρος
- Πάχος λεπίδας
- Διαστάσεις που καθορίζονται από το σχέδιο
- Αιχμής και κατάσταση επιφάνειας
- Διαστατική εφαρμογή πλήρων σετ εργαλείων
Διαδικασία Παραγωγής
Η SENDA κατασκευάζει βιομηχανικά εργαλεία κοπής από σφυρήλατο κράμα χάλυβα εργαλείων, χάλυβες υψηλής ταχύτητας, ιδιόκτητους χάλυβες και χάλυβες υψηλής απόδοσης μεταλλουργίας σκόνης.
Η κύρια διαδικασία παραγωγής περιλαμβάνει:
- Έλεγχος εφαρμογής και σχεδίου
- Επιβεβαίωση υλικού λεπίδας και σκληρότητας
- Παρασκευή πρώτων υλών και σφυρηλάτηση
- Θερμική επεξεργασία κενού ή θερμική επεξεργασία λουτρού άλατος
- Μετριασμός
- CNC κατεργασία διαστάσεων
- Εσωτερική και εξωτερική κυλινδρική λείανση
- Τρίψιμο επιφάνειας ακριβείας
- Επεξεργασία αιχμής
- Γυάλισμα ή γυάλισμα
- Έλεγχος διαστάσεων και επιφανειών
- Πρόληψη σκουριάς και συσκευασία
Η πραγματική διαδρομή παραγωγής μπορεί να διαφέρει ανάλογα με το υλικό της λεπίδας, τις διαστάσεις και τις απαιτήσεις ακρίβειας.
Επιθεώρηση και Ποιοτικός Έλεγχος
Η SENDA χρησιμοποιεί ανάλυση υλικού, επιθεώρηση διαστάσεων και επιθεώρηση επιφανειών για τον έλεγχο των πρώτων υλών, των διαδικασιών κατασκευής και των τελικών λεπίδων.
|
Στοιχείο επιθεώρησης
|
Περιεχόμενο επιθεώρησης
|
| Φασματική Ανάλυση |
Ελέγχει τη χημική σύνθεση του υλικού |
| Μεταλλογραφική Ανάλυση |
Αξιολογεί τη μικροδομή του υλικού |
| Μη καταστροφικές δοκιμές |
Ελέγχει ελαττώματα υλικού ή προϊόντος |
| Επιθεώρηση OD και ID |
Ελέγχει τις εξωτερικές και εσωτερικές διαμέτρους σύμφωνα με το εγκεκριμένο σχέδιο |
| Έλεγχος πάχους |
Ελέγχει το πάχος της λεπίδας |
| Επιθεώρηση επιπεδότητας |
Ελέγχει την επιπεδότητα της λεπίδας |
| Επιθεώρηση Παραλληλισμού |
Ελέγχει την παραλληλία μεταξύ των επιφανειών εργασίας |
| Επιθεώρηση Ομοκεντρικότητας |
Ελέγχει την ομόκεντρη σχέση μεταξύ της οπής και της εξωτερικής διαμέτρου |
| Επιθεώρηση τραχύτητας επιφάνειας |
Ελέγχει την τραχύτητα του εδάφους ή της γυαλισμένης επιφάνειας |
| Επιθεώρηση αιχμής |
Ελέγχει την κατάσταση θρυμματισμού, γρέζια και λείανσης |
Τα συγκεκριμένα είδη επιθεώρησης καθορίζονται σύμφωνα με το υλικό της λεπίδας, τις διαστάσεις, τα σχέδια και τις απαιτήσεις παραγγελίας.
Συσκευασία και παράδοση
|
Είδος
|
Προσδιορισμός
|
| MOQ |
2 τεμάχια |
| Χρόνος Παράδοσης |
30-35 ημέρες |
| Προστασία από τη σκουριά |
Λάδι κατά της σκουριάς |
| Εσωτερική Προστασία |
Προστατευτικό πλαστικό περιτύλιγμα |
| Εξωτερική Συσκευασία |
Δυνατή θήκη από κόντρα πλακέ |
| Όροι πληρωμής |
L/C, D/A, D/P, T/T, Western Union |
| Πιστοποίηση |
ISO 9001 |
| Τόπος καταγωγής |
Κίνα |
Πριν από τη συσκευασία, οι λεπίδες λαμβάνουν προστασία από τη σκουριά. Το προστατευτικό πλαστικό περιτύλιγμα και η ισχυρή θήκη από κόντρα πλακέ συμβάλλουν στη μείωση του κινδύνου υγρασίας, διάβρωσης και αιχμής κατά τη μεταφορά.
Συχνές Ερωτήσεις
Ποια υλικά είναι διαθέσιμα για τις λεπίδες κοπής από χάλυβα θερμής έλασης;
Τα διαθέσιμα υλικά περιλαμβάνουν LS7, LS6, LS13, SKD11, HSS, SD-51, SD-56, D2 και Cr12MoV. Τα LS7, LS6 και LS13 επιλέγονται σύμφωνα με το πάχος του χάλυβα θερμής έλασης. Άλλα υλικά επιλέγονται σύμφωνα με την αντοχή της λωρίδας, την κατάσταση της επιφάνειας και τις πραγματικές απαιτήσεις κοπής.
Τι πάχος χάλυβα θερμής έλασης μπορούν να επεξεργαστούν οι λεπίδες;
Το τρέχον εύρος πάχους κοπής είναι 0,1–24 mm. Διαφορετικά πάχη, αντοχές και συνθήκες μηχανής απαιτούν διαφορετικά υλικά λεπίδας, σκληρότητα, διαστάσεις, διάκενο και ταχύτητες λειτουργίας.
Είναι το HRC 62–64 κατάλληλο για κάθε υλικό λεπίδας;
Όχι. Το HRC 62–64 είναι διαθέσιμο μόνο για τις ισχύουσες προδιαγραφές λεπίδων από χάλυβα. Οι χάλυβες της σειράς LS, τα υλικά HSS, η σειρά SD και άλλες ποιότητες απαιτούν επιλογή σκληρότητας σύμφωνα με τις ιδιότητες του υλικού τους και τις πραγματικές συνθήκες λειτουργίας.
Τι οριζόντιο διάκενο θα πρέπει να χρησιμοποιείται για την σχισμή χάλυβα θερμής έλασης;
Για μαλακότερο χάλυβα θερμής έλασης με αντοχή εφελκυσμού ≤240 MPa, περίπου το 10% του πάχους της λωρίδας μπορεί να χρησιμοποιηθεί ως αρχική αναφορά. Για μέτριας αντοχής χάλυβα θερμής έλασης στα περίπου 420–620 MPa, περίπου 12%–15% μπορεί να χρησιμοποιηθεί ως αρχική αναφορά. Το τελικό διάκενο θα πρέπει να ρυθμίζεται σύμφωνα με το πραγματικό προφίλ κοπής, την κατάσταση του γρέζιου, την ακρίβεια του μηχανήματος και την κατάσταση της λεπίδας.
Τι ακρίβεια λεπίδας μπορεί να προσφέρει η SENDA;
Ανάλογα με τη διάμετρο της λεπίδας, η ανοχή πάχους μπορεί να φτάσει τα ±0,001 mm και ο παραλληλισμός μπορεί να φτάσει τα 0,002 mm. Η τυπική τραχύτητα επιφάνειας είναι Ra 0,2 μm, ενώ οι ισχύουσες προδιαγραφές γυαλίσματος μπορούν να φτάσουν το Ra 0,1 μm.
Ποιες πληροφορίες απαιτούνται για μια προσφορά;
Καταχωρίστε την ποιότητα χάλυβα θερμής έλασης, το πάχος, την αντοχή σε εφελκυσμό, την ταχύτητα σχισμής, το πλάτος της λωρίδας στόχου, την OD × ID × T, τις διαστάσεις του κληματαριού, το τρέχον υλικό λεπίδας, τα τρέχοντα προβλήματα σχισμής, το σχέδιο και την απαιτούμενη ποσότητα.
Απαιτούνται πληροφορίες για μια προσαρμοσμένη προσφορά
Για να προσδιορίσετε το κατάλληλο υλικό λεπίδας, τη σκληρότητα, την ακρίβεια διαστάσεων και τη διαμόρφωση εργαλείων, δώστε:
- Ποιότητα χάλυβα θερμής έλασης
- Πάχος χάλυβα θερμής έλασης
- Αντοχή σε εφελκυσμό
- Ταχύτητα κοπής
- Πλάτος λωρίδας στόχου
- Εξωτερική διάμετρος λεπίδας, εσωτερική διάμετρος και πάχος
- Διαστάσεις κληματαριάς
- Τρέχον υλικό λεπίδας
- Τρέχον πρόβλημα γρεζίνας, θρυμματισμού ή φθοράς
- Απαιτούνται αποστάτες, δακτύλιοι από καουτσούκ ή δακτύλιοι απογύμνωσης
- Τεχνικό σχέδιο λεπίδας
- Υπάρχουσες φωτογραφίες λεπίδας ή φυσικές διαστάσεις
- Απαιτούμενη ποσότητα
Ανεβάστε το σχέδιο της λεπίδας σας και παρέχετε τις παραμέτρους πάχους χάλυβα θερμής έλασης, αντοχής σε εφελκυσμό και γραμμής σχισμής για υλικό, ανοχή διαστάσεων και πλήρη ανασκόπηση εργαλείων.

 Το μήνυμά σας πρέπει να αποτελείται από 20-3.000 χαρακτήρες!
Το μήνυμά σας πρέπει να αποτελείται από 20-3.000 χαρακτήρες!